
服務(wù)熱線:
0512-52420862
+
 微信號:18206208510
微信號:18206208510

微信號:18206208510


-
 服務(wù)熱線
服務(wù)熱線
- 0512-52420873
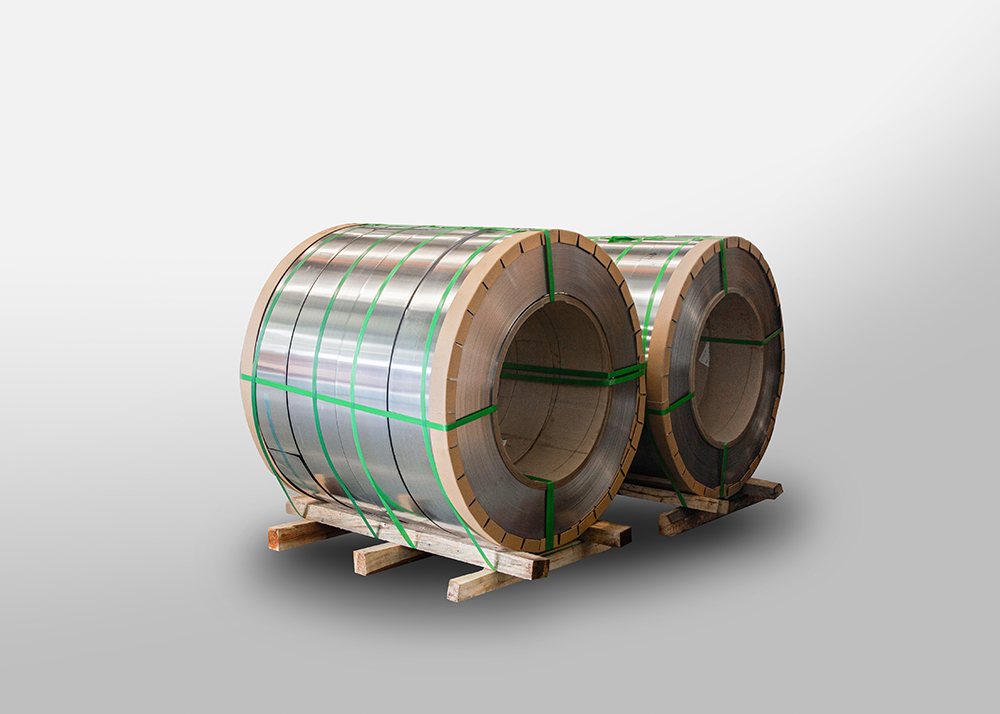
304不銹鋼帶加工難的原因有哪些
來源:injurylawsuit.org | 發(fā)布時(shí)間:2022年10月27日在鋼帶加工時(shí),根據(jù)切削的特征,對刀具的要求非常高,尤其是要求刀具的材料具備較好的耐熱性好和耐磨性,同時(shí)還要求刀具材料與不銹鋼的親和效果要小一些。
1、在選擇刀盤直徑時(shí)有很大的講究。所選擇的刀盤直徑一定要比被加工的鋼帶的尺寸要大一點(diǎn),如果直徑太小,在切削時(shí)受到的力會(huì)非常大,而且也會(huì)導(dǎo)致刀片的散熱效果變差,鐵削排出難度增加,一般來說,刀盤的直徑是被加工鋼帶寬度的1.5倍左右較佳。
2、在刀盤規(guī)劃選用方面,應(yīng)該要重點(diǎn)關(guān)注功率和成本這兩方面,盡量讓功率和成本之間有一個(gè)較好的平衡點(diǎn)。
刀片在切削時(shí)角度需要調(diào)整好,一般角度的調(diào)整范圍需要取決于刀盤的裝夾角度。大多數(shù)時(shí)間鋼帶加工切削選用的的45°角,在刀片與被切削鋼帶之間的接觸角也應(yīng)該從切削受力和加工表面質(zhì)量情況來選取。
為了保證切削的強(qiáng)度,規(guī)劃時(shí)可以選擇2mm寬度的平面倒角,這樣在加工的時(shí)候,不僅可以保證切削強(qiáng)度,而且還可以確保加工的光潔度。
3、在銑削鋼帶時(shí),由于鋼帶加工的粘附性和熔性塑很強(qiáng),切屑稍微粘附在銑刀刀齒上,就會(huì)導(dǎo)致切削條件惡化。
在逆銑時(shí),刀齒需要先在已經(jīng)硬化的表面上滑行,這樣就增加了加工硬化的趨勢。銑削過程中,因?yàn)槭艿降臎_擊、振動(dòng)都比較大,銑刀刀齒就容易發(fā)生崩刃和磨損。
銑削鋼帶時(shí),可以盡量的選用順銑加工方法。順銑法能夠確保切削刃平穩(wěn)地從鋼帶中切離,這樣切屑粘結(jié)的接觸面積變小,由于高速離心力作用,容易被甩掉,從而有效的避免刀齒切入工件時(shí),切屑沖擊刀面,導(dǎo)致刀片掉落或者崩刃,增加刀具的耐用程度。
4、在切削過程化中,刀具破損很難避免,但是引起刀具破損的原因很多,比如缺口、切深處缺以及熱裂縫等等。
304不銹鋼帶加工時(shí),刀具的使用方法和技巧是難點(diǎn),因?yàn)槠洳粌H直接關(guān)系鋼帶表面加工質(zhì)量,而且還關(guān)系到其使用壽命。
上一條:
了解430不銹鋼帶在選材方面的特點(diǎn)
下一條:
不銹鋼鋼帶厚度差的原因剖析
【相關(guān)文章】




-
聯(lián)系我們
CONTACT
-
 服務(wù)熱線:0512-52420862
服務(wù)熱線:0512-52420862
-
 公司地址:江蘇省常熟市尚湖鎮(zhèn)大河工業(yè)園西大河111號
公司地址:江蘇省常熟市尚湖鎮(zhèn)大河工業(yè)園西大河111號
 添加微信
添加微信
 聯(lián)系我們
聯(lián)系我們
 電話咨詢
電話咨詢